Specification
Properties of “Z grade” steel
David Brown of the SCI discusses the specification of steel with improved through thickness
properties. It should be noted that steel with through thickness properties (so-called “Z grade”)
is only needed in high risk situations.
Steel with improved through thickness properties is often referred to as
“Z grade”, although the formal description is ‘Quality class’. The “Z” is simply
because the dimensions in-plane are “x” and “y” and out-of-plane, through
the thickness of the material, is the “z” direction. The word “improved” is
important, as steels to the EN 10025 Standards will generally have resistance
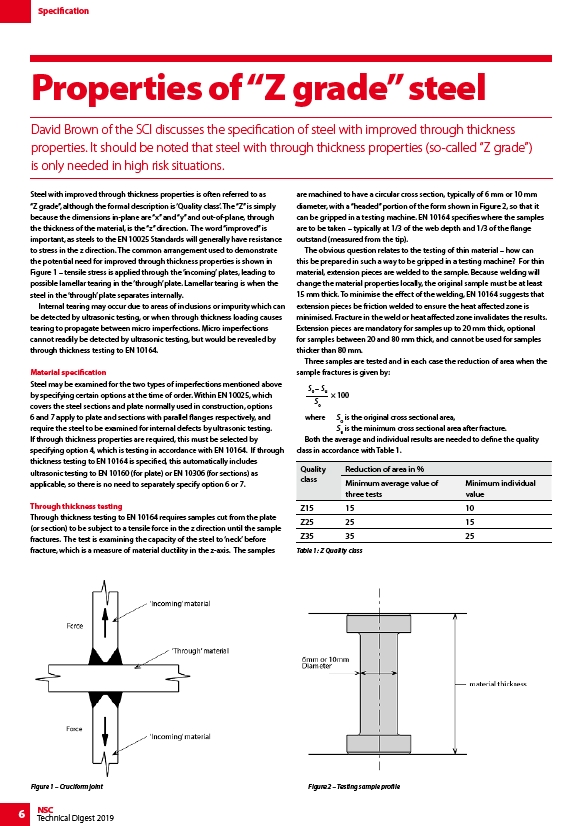
to stress in the z direction. The common arrangement used to demonstrate
the potential need for improved through thickness properties is shown in
Figure 1 – tensile stress is applied through the ‘incoming’ plates, leading to
possible lamellar tearing in the ‘through’ plate. Lamellar tearing is when the
steel in the ‘through’ plate separates internally.
Internal tearing may occur due to areas of inclusions or impurity which can
be detected by ultrasonic testing, or when through thickness loading causes
tearing to propagate between micro imperfections. Micro imperfections
cannot readily be detected by ultrasonic testing, but would be revealed by
through thickness testing to EN 10164.
Material specification
Steel may be examined for the two types of imperfections mentioned above
by specifying certain options at the time of order. Within EN 10025, which
covers the steel sections and plate normally used in construction, options
6 and 7 apply to plate and sections with parallel flanges respectively, and
require the steel to be examined for internal defects by ultrasonic testing.
If through thickness properties are required, this must be selected by
specifying option 4, which is testing in accordance with EN 10164. If through
thickness testing to EN 10164 is specified, this automatically includes
ultrasonic testing to EN 10160 (for plate) or EN 10306 (for sections) as
applicable, so there is no need to separately specify option 6 or 7.
Through thickness testing
Through thickness testing to EN 10164 requires samples cut from the plate
(or section) to be subject to a tensile force in the z direction until the sample
fractures. The test is examining the capacity of the steel to ‘neck’ before
fracture, which is a measure of material ductility in the z-axis. The samples
6 NSC
Technical Digest 2019
are machined to have a circular cross section, typically of 6 mm or 10 mm
diameter, with a “headed” portion of the form shown in Figure 2, so that it
can be gripped in a testing machine. EN 10164 specifies where the samples
are to be taken – typically at 1/3 of the web depth and 1/3 of the flange
outstand (measured from the tip).
The obvious question relates to the testing of thin material – how can
this be prepared in such a way to be gripped in a testing machine? For thin
material, extension pieces are welded to the sample. Because welding will
change the material properties locally, the original sample must be at least
15 mm thick. To minimise the effect of the welding, EN 10164 suggests that
extension pieces be friction welded to ensure the heat affected zone is
minimised. Fracture in the weld or heat affected zone invalidates the results.
Extension pieces are mandatory for samples up to 20 mm thick, optional
for samples between 20 and 80 mm thick, and cannot be used for samples
thicker than 80 mm.
Three samples are tested and in each case the reduction of area when the
sample fractures is given by:
S– So u
× 100
So
where So is the original cross sectional area,
Su is the minimum cross sectional area after fracture.
Both the average and individual results are needed to define the quality
class in accordance with Table 1.
Quality
class
Reduction of area in %
Minimum average value of
three tests
Figure 1 – Cruciform joint Figure 2 – Testing sample profile
Minimum individual
value
Z15 15 10
Z25 25 15
Z35 35 25
Table 1: Z Quality class