
Projects and Features
Building for the future

A steel-framed solution has proven to be ideal for the construction of the UK’s first foam glass plant, which will produce a new lightweight building block.
FACT FILE
Great Heck foam glass production facility, North Yorkshire
Main client: Thomas Armstrong Group
Architect: Ellis Healey Architecture
Main contractor: Thomas Armstrong Group
Structural engineer: Curtins
Steelwork contractor: EvadX
Steel tonnage: 390t
Leading construction company and building products manufacturer, Thomas Armstrong, is constructing the world’s largest foam glass production facility at its Great Heck site in North Yorkshire.
Using recycled glass as a raw material, the facility will also be the first of its kind in the UK. With an annual production capacity of more than 240,000m³, the majority of the foam glass will be used in the production of lightweight aggregate blocks for the construction industry.
This new method of production is said to be more sustainable, as previously lightweight blocks were produced from the waste material generated at coal-powered energy plants. As these plants have been phased out, the material is no longer available in this country and recycled glass is filling the gap.
As well as being recycled and sustainable, using glass will produce five times the number of blocks from the same weight of material used in the old method.
Working on behalf of client and main contractor Thomas Armstrong, Evadx is fabricating, supplying and erecting 390t of steelwork for the project’s four main elements.
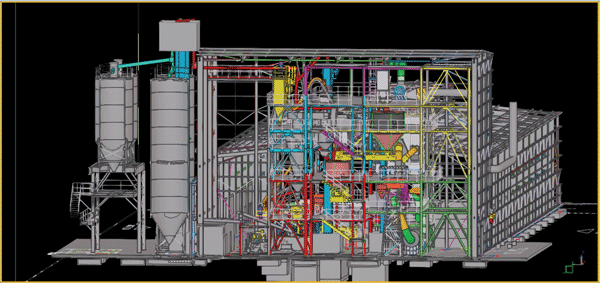
The steel-framed elements are all structurally-independent but linked to form one large production plant. They consist of a glass storage bunker that excepts the raw material and feeds the processing equipment; a grinding mill structure that spans over the processing equipment; an independent six-storey mezzanine that supports the processing equipment within the grinding mill; and a block production building. There are also four associated silos connected to the plant, but sitting outside of the steel frames.
Early works for the project included the installation of pad foundations for all of the buildings and the excavation of a number of pits throughout the site to accommodate machinery and elevator bases.
Once this work was complete, the steel erection programme commenced with the installation of the mezzanine structure, which is 20m-high × 21m-long × 12m-wide.
“Coordination between EvadX and our machinery supplier was key to this part of the project,” explains Thomas Armstrong Plant Manager Andy Clark. “Once each level of the mezzanine structure was erected, along with its mesh flooring, the plant installation team came on site and fitted the associated equipment.
“When the machinery had been installed, the next level of steelwork was erected. Working in tandem, the entire mezzanine was erected, along with the plant equipment installation, in the same one-level-at-a-time sequence.”

Each of the mezzanine’s levels feature cross bracing, providing the structure with permanent stability, as well as sufficient rigidity while it was under construction and the plant installation was ongoing.
“We had two erection gangs, each with their own mobile crane, working on this part of the project,” says EvadX Contracts Manager Andrew Roberts. “The team working on the mezzanine also helped with the machinery installation, in between the periods of steel erection.”
While the mezzanine was underway, EvadX had a separate erection gang working on the adjacent portal-framed production building. This structure is 85m-long × 38m-wide and reaches a height of 11m.
Using a 60t-capacity mobile crane, this team started their programme two bays in from the mezzanine structure and after inserting some temporary bracing, worked their way down the building to the furthest point.
Leaving two bays of steelwork out until later in the programme, allowed room for a crane, working on the mezzanine steelwork erection, to have sufficient room.

The production building is predominantly column-free, with the exception of one line of internal members that support a partition wall.
The perimeter columns are spaced at 8m centres and support a series of 19m-long rafters, spliced at the apex of the roof, to form the full 38m-wide span.
Meanwhile, once the mezzanine erection and equipment installation was complete, a steel-framed envelope was erected around and over this part of project to form the complete grinding mill building.
The envelope reaches a maximum height of 21m and is 29m-long × 18m-wide, and formed with a series of full-height columns and a series of spliced (two × 9m) roof rafters. Stability for this portion of the scheme is derived from a combination of moment frames and cross bracing.
The final piece of the steelwork programme was the erection of the glass store, which links into the opposite side of the grinding mill structure from the production building.
The glass store, will contain hoppers and is the area that accepts the raw material for the manufacturing process. It is another large column-free zone, measuring 38m × 17m, and reaching a height of 9m.
Similar to the grinding mill structure, it is stabilised via a combination of moment frames and bracing, while the mono-pitch roof is formed with a series of 38m-long cellular beams.
The beams are 1,300mm-deep sections and were delivered to the project in three sections. Assembled on the ground, each of the three splices contains a total of 80 M20 bolts.
Once assembled, the cellular roof beams were lifted into place using two 60t-capacity mobile cranes, working in tandem.
Summing up and explaining the choice of a steel-framed solution, Curtins Project Engineer James Smith, says: “Ensuring internal open space was critical for plant and site operations on this job.
“With the exception of the mezzanine, internal columns were limited so as not to impact on the working space for loading shovels and forklifts. Steel proved to be the ideal solution.”





