
SSDA Awards
AWARD: Tower of Light, Manchester

Supporting five exhaust flues, a 40m-tall steel tower is a key component of an important Combined Heat and Power energy centre.
FACT FILE
Architect: Tonkin Liu
Structural engineer: Arup
Main contractor: Vital Energi
Client: Manchester City Council
Manchester’s Civic Quarter Heat Network project will supply several local buildings with low-carbon energy much of which will be derived from a new Combined Heat and Power (CHP) energy centre.
Because of the CHP’s city centre location, the brief for its tower, which supports five flues, needed to include significant architectural merit, and to this end a 40m-tall visually-pleasing steel tower has been constructed.
Commenting on the scheme, Councillor Angeliki Stogia, Manchester City Council’s Executive Member for the Environment and Skills says: “This is a fantastic opportunity for Manchester to improve air quality and the environmental quality and attractiveness of the city, and we believe this flagship project will make a significant contribution to achieving those ambitions.”
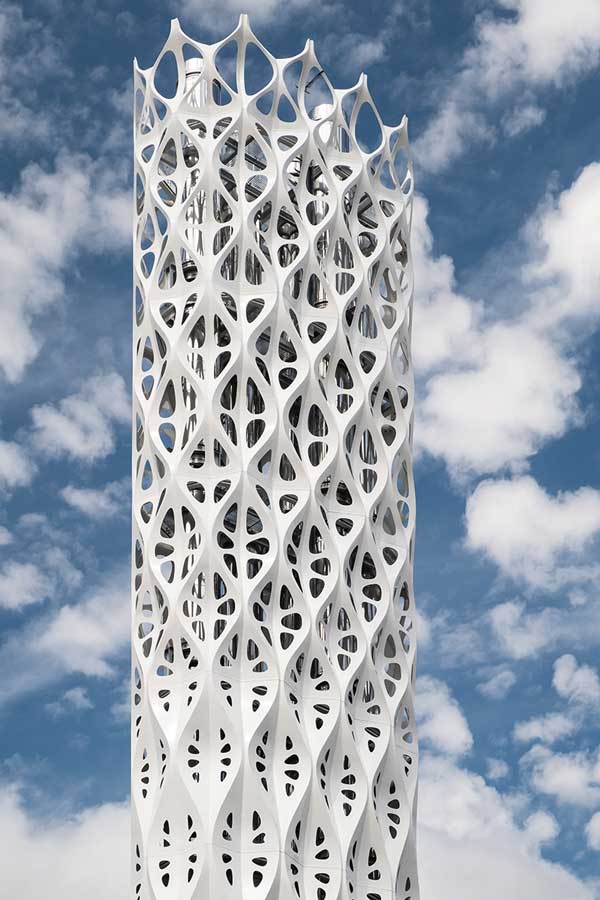
Known as the Tower of Light, the tall flue supporting structure has a white curved steel perimeter shell which is the only vertical structure as there is no additional internal frame.
The tower perimeter shell is tailored from 6-8mm thick laser-cut steel plates which have been curved and welded together to create a stiff, strong shell. The geometric stiffness provided by the curves, folds, and corrugations in the shell enable the thin steel plates to resist buckling without the need for any additional stiffeners.
The perforation pattern of the shell is optimised to reflect the flow of stresses in the structure and, along with the folds, have the additional benefit of making the tower less susceptible to dynamic response to wind effects such as vortex shedding.

The geometry of the shell corrugations and perforations was developed using digital workflows to identify a structurally optimal form. Parametric tools were used to quickly generate and analyse several variations of the geometry, which allowed the design team to study the effect of changes in the form of the shell on the buckling and fatigue performance of the structure.
“Designing and fabricating the complex geometry of the unique structural steel perimeter shell of the tower was very challenging,” says Arup Structural Engineer Chris Clarke.
“A structural shell of this form and scale could not have been formed in any other material, so the use of steel was integral to the realisation of the tower.”
The perimeter shell structure has the dual purpose of also acting as the façade of the tower. Using the same material to provide both the structure and the façade has a material efficiency benefit over a more conventional braced frame flue tower, which would require a non-structural façade system. A study to compare the embodied carbon of the shell tower with a more conventional flue tower showed that the embodied carbon of the shell tower was lower, with a vastly reduced number of components.
As the forces in the structure due to wind and gravity decrease towards the top of the tower, the shell becomes lighter and increasingly perforated with height, further reducing the steel tonnage.
Due to the high number of edges and corners in the tower shell, there was a risk that a painted corrosion protection system would not be sufficiently reliable. Therefore, stainless steel was selected for the tower shell to ensure excellent durability. The tower is painted white for architectural reasons, but this also allowed a lower grade of stainless steel to be used and avoided expensive surface treatments, reducing the project costs.
“As well as excellent durability, the use of stainless steel will also reduce maintenance requirements over the life of the structure,” adds Mr Clarke.
A series of decks at 4m intervals up the height of the tower support the flues and transfer their load back to the tower shell. The decks also enable access and maintenance of the flues and have been designed with removable panels to facilitate replacement of the flues if required.
Belying its apparent complexity, the fundamental geometric principals of the shell structure are deceptively simple. All curved, the panels which compose the shell are developable, meaning they are singly curved.
These singly curved surfaces fit together to form the folded geometry of the shell. This was essential to ensure that fabrication of the tower was practical and cost-effective. Nevertheless, tight tolerances were required, and the structure was fabricated to Execution Class 3 due to fatigue requirements.
The design team issued a 3D CAD model of the tower to the steelwork contractor, who used the model to derive the cutting patterns for each of the 432 shell panels. The perforated shell panels were laser cut from 6mm and 8mm thick stainless steel plate, before being rolled to the correct curvature. These rolled panels were then welded together to form a series of 4m-high shell modules.
In total the tower was fabricated as a series of nine modules. Once fabricated, each module was transported to site, stacked on top of one another and fixed together by internal preloaded bolted flange connections at the top and bottom of each module.
Flue sections were pre-installed in each of the modules prior to lifting. These flue sections were then connected when the construction of the tower structure was complete.
The judges say, this shell lace structure exemplifies perfectly the synthesis of striking architectural form, advanced engineering, iterative technical analysis (Grasshopper and LS Dyna) and craft-based fabrication. A superb example of how design can transform a utilitarian chimney into a piece of urban art, intelligently conceived and impressively executed.





