
Projects and Features
Power in the frame

FACT FILE
Newhurst Energy Recovery facility, Leicestershire
Main client: A JV between Covanta, Biffa and Green Investment Group
Main contractor: Hitachi Zosen Inova
Structural engineer: Doran Consulting
Steelwork contractor: Billington Structures
Steel tonnage: 2,860t
Steel construction has proven to be the ideal framing solution for an energy-from-waste facility with a complex and challenging shape.
Finding alternative methods for the treatment of non-recyclable waste has been one of the main challenges facing local authorities, business and industry throughout the UK for a number of years. Coupled with the need to invest in greener and renewable sources of energy, one solution has seen a number of energy recovery facilities constructed up and down the country.
One example is the Newhurst energy-from-waste (EfW) facility in Leicestershire, which is being built by a joint venture between Covanta, Biffa and Green Investment Group (GIG).
Located just off the M1 motorway in a former quarry, the Newhurst EfW facility is a significant addition to the UK’s waste management infrastructure. It supports the Government’s drive to both reduce reliance on landfill and the UK’s ability to treat more non-recyclable waste without relying on export to European facilities. The facility will use proven technology to provide up to 350,000 tonnes of annual treatment capacity for non-recyclable waste and will also generate up to 42 megawatts of electricity, which is enough to power around 80,000 homes.
Once complete, Covanta and GIG will together own 50% of the state-of-the-art facility, with Biffa, the primary waste supplier for the facility, owning the remaining half of the project. Covanta will operate the facility under a long-term operations and maintenance agreement.
“The Newhurst EfW facility will provide important sustainable waste treatment capacity in the drive to move non-recyclable waste away from landfill and combat climate change,” said Owen Michaelson, President, Covanta Europe.

“Biffa has a leading role to play in developing the recycling and energy from waste facilities that the UK needs if it is to become a low-carbon, resource-efficient economy,” adds Mick Davis, Biffa’s Chief Operating Officer.
Construction of the facility is being led by Hitachi Zosen Inova (HZI), a global leader in EfW engineering and construction, under a turnkey Engineering, Procurement and Construction (EPC) contract.
Over 300 jobs are being created during the construction period, providing related benefits to the local economy. Many opportunities are also being created for the local supply chain with a commitment from the project to purchase goods and services from nearby companies wherever possible.
HZI began work on site in 2019 and began by demolishing a number of buildings once used by the former quarrying operation. Preparing the ground in readiness for the main steelwork erection programme also involved the installation of concrete raft foundations.
Working on behalf of HZI, Billington Structures is the project’s steelwork contractor, fabricating and supplying 2,860t of structural steelwork. The company will erect approximately half of this steel tonnage, with the other half being supplied to the project for other contractors to install along with the facility’s process equipment. This part of the steel package consists of support structures, gantries and maintenance walkways.
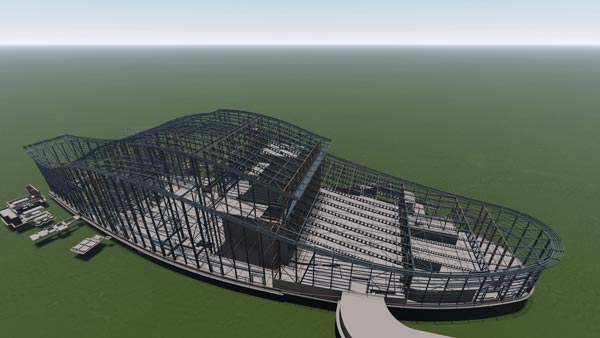
The main Newhurst EfW steelwork programme includes five structures that Billington is erecting. They are: the tipping hall, waste bunker, bottom ash building, fire tank/pump room and a six-storey administrative block. The buildings are all inter-connected and in the final state, they will resemble one large structure.
Topping the majority of the facility is a curved roof, which changes in geometry along its length from concave to convex and then back to concave.
A series of curved plate girders forms this wave-like roof structure and according to Paul Keown, Doran Consulting Project Engineer, this could not have been done in anything other than steel.
“A lot of the overall structure is curved in plan and creating this shape along with the roof is ideally suited to steel construction,” he adds.
HZI Civil Project Manager Ben Sissons says steelwork offers the only viable and economic solution for constructing an EfW facility.
“The size and complexity of the individual buildings, and their long spans is best constructed with steelwork,” he says. “The steelwork is also erected around the installation of processing equipment, so sequencing and temporarily propping large structural elements is vital and couldn’t really be achieved with any other form of construction.”
One of the main challenges for Billington Structures has been erecting a series of 25m-tall columns that sit on top of a 25m-high concrete waste bunker.

These columns support the building’s 32m-wide curved roof, and had to be temporarily supported during the erection process. The supports couldn’t be removed until the roof rafters, which came to site in two 16m-long pieces, had all been installed along with the bracing, which then provided the frame’s stability.
The waste bunker building also has two overhead gantry cranes, which run along crane beams supported from the top of the main columns. Supporting the crane beams and minimising any vibrations from the cranes, which operate 24 hours a day, mean the column sections are larger than would ordinarily be needed.
Separating the waste bunker building from the adjoining boiler house is a fire wall, which is formed by a series of composite panels that are attached to a 23m-high truss. The truss also supports a series of columns that support the roof and a floor that accommodates hoppers.
Bringing the truss to the site in one piece and then erecting it would have proven to be problematical, not just for transportation reasons, but also because a large crane would have been needed, and space on this busy site is at a premium.
Consequently, the truss was brought to site in small elements which were then erected individually.
Stability for such a large complex facility has been achieved by a number of solutions. The waste bunker building contains a large concrete bunker, which is rigid and therefore provides this building with much of its stability.
Elsewhere, the other buildings use a combination of roof and wall bracings. The exception is the six-storey office block that utilises two concrete stair cores for its stability.
The office building sits adjacent to the boiler house and the waste bunker. The top floor of the office block is a control room, overlooking the waste bunker and accommodating the crane control area.
The Newhurst EfW facility is due to be complete in 2023.
Verification of curved steelwork
The verification of curved steelwork is not addressed directly in design standards. David Brown of the SCI offers guidance on the issues to be considered.
The Newhurst EfW facility is a good example of the graceful curved lines which can readily be achieved with structural steelwork. The steel frame has members curved in plan, curved in elevation, and in some locations, curved about both axes. Design standards such as BS EN 1993-1-1 cover the verification of straight members, so some modification is needed when members are curved. Guidance is presented in SCI publication P281. Although this publication was prepared for designs in accordance with BS 5950, the principles may be readily adapted for design in accordance with the Eurocodes.
Curvature is commonly produced by cold rolling straight members, or by fabricating members from profiled plate. Cold rolling substitutes the original pattern of residual stresses with those due to the rolling process. These new residual stresses are generally not of concern for members curved in elevation. When load is applied to curved members, there will be a complementary radial component. For members curved in elevation, this radial load will introduce out of plane bending stresses in the flanges. This effect can be allowed for by using a reduced design strength.
For members curved in elevation (i.e. web vertical), the primary issue is the resistance to lateral torsional buckling, which is modified depending on which flange is in compression. If the convex flange is in compression, the member is less stable than a straight member. If the concave flange is in compression, the member is more stable, though the recommendation is that the resistance is conservatively taken as that of a straight member. The key step is to calculate a modified elastic critical buckling moment (Mcr in the Eurocode, ME in BS 5950 and P281). Design to the Eurocode then follows the normal process.
Members curved on plan generally experience torsion, so hollow sections would be an ideal member and are simple to verify. Deflections will always need careful consideration, particularly for longer spans and small radii. If universal sections are specified, they will twist, which may be noticeable and have a particularly adverse effect on anything supported by the steelwork. Any flexibility in end connections will accentuate the deflection, so connections are usually detailed with robust connections and widely spaced bolts to carry the torsion.





