50 & 20 Years Ago
System Building at Milton Keynes
Industrial buildings are essential to Milton Keynes and have been intensively studied in the Development Corporation. The results are unusual and interesting and in these notes from the BSC Strip Mills Division. Two methods of cladding are described.
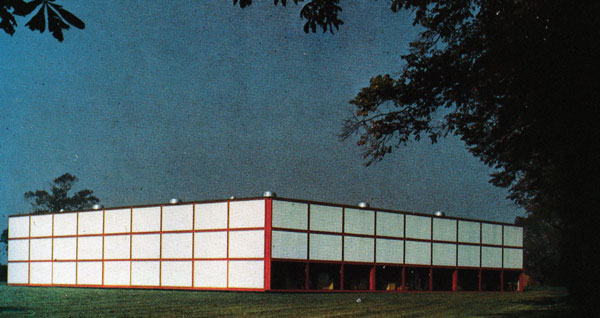
One of the awards in the 1972 Structural Steel Design Competition was for the prototype of a systemized factory building produced by architects of the Milton Keynes Development Corporation. In the words of the judges ‘A single-storey building, with austere and pleasing proportions, making use of standardized bays to achieve speed of erection and economy. Good use has been made of coloured plastic-coated steel panels which add interest to the appearance.’
This building is part of the concept of System Building for Industry (SBI) at Milton Keynes which includes provision of service roads, landscaping and two forms of cladding.
One of the claddings is basically suitable for offices and the other is more suited for use on factories and warehouses. Both are substantially factory made in order to minimize on-site labour and to erect the buildings in as short a time as possible. Other requirements by the Development Group include attractive appearance and the possibilities of incorporating modifications to the buildings at a later date without great expense or conflicting with the overall appearance.

SBI provides well-appointed factory accommodation currently renting at 60-70p/sq ft, and air-conditioned office facilities at £1.50 to £1.75/sq ft. Both use a steel framework and Stelvetite cladding (the coloured plastic-coated steel mentioned in the citation) in components which can be likened to huge tiles and in which individual tiles are replaced or modified to incorporate windows, doors, exhaust ducting or other necessary industrial items.
Stelvetite is manufactured by the Strip Mills Division of British Steel Corporation at Shotton Works and is a laminate of PVC and galvanized mild steel. PVCs of various thicknesses, colour texture and finish for both interior and exterior use can be used and it is not necessary to decorate or finish in any way. Life expectancy is easily the projected life of the factory or office accommodation at Milton Keynes but, if necessary, replacement sheets of cladding can be obtained. Minor scratches or damage can be touched up.
Although conditioned by the particular circumstances at Milton Keynes, the general approach is applicable to many situations and a major point to emerge in basic research is that an industrial building should very rarely be tailored to the industrialist’s apparent needs at the initial stages. The reason is that changes in process and material are frequent with new machines very often altering production methods or layout. Also, the purpose of the building can change drastically by having a new occupant. To adapt to changes of this sort the building shell must be able to be fitted with services which can be easily updated and changed.
A system approach is particularly relevant to Milton Keynes, as more than 365,000m² of industrial floor space is due to be built by the end of 1978. Rationalization of components and procedures saves time and money in design and construction. Obsolescence is reduced to negligible proportions by standardizing on a generous sized shell which can be rapidly changed, at a reasonable cost. SBI does not attempt to meet all circumstances but fits in with the declared aim of the Development Corporation to give as much freedom as possible to the individual without affecting the overall concept of the development.
With very few exceptions the modern factory is single storey in order to avoid problems of expensive fire protection, heavy floor loading, complicated materials handling and general inflexibility. Another point borne in mind during a survey of the possible requirements at Milton Keynes is that, nationally, the overwhelming majority of factory buildings are small in size. One survey has shown that 80 per cent of factories are under 560m² and that only 0.1 per cent employ more than 2,000 people. Another study, although excluding factories below 460m², indicated that 90 per cent of new buildings given locational approval in 1945-57, were less than 4,600m². Generally, though, the average size of a factory falls between 1,850 and 2,340m².
In recent years there has been a trend towards wider spans in industrial buildings but the architects at Milton Keynes feel that, taking into account the flexibility of a square bay, a standard of 12m by 12m is more than adequate for the majority of industry which will set up there, and a 16m square option is available for special cases such as warehousing.





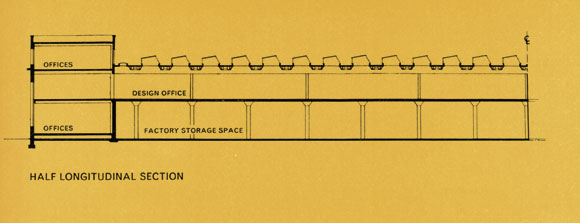
Whatever the size of bay chosen, a possibly more critical dimension is the clear height. After an intensive study of various surveys and recommendations a standard height of 5.5m was chosen although 3.5 and 7.5m are also offered. This standard height will accommodate most of the machines in general use plus overhead conveyors. Two-storey offices or mezzanine floors for production purposes are built within the factory shell, providing the most flexible and economical solution.
The roof space is designed to accept all the services necessary and measures 1.2m deep over the whole area. The roof is a flat profiled metal deck covered by built-up felt (continuous membrane roofing). This flat roof concept is so important to people at Wavendon Towers, headquarters of the Development Corporation that they devoted a great deal of time to designing the specification. It is also one of the factors in maintaining a reasonable renting charge by saving on guttering details, materials for pitched roofs and maintenance. For instance, although initially cheaper, asbestos is difficult to repair, requires close purlin spacing and, as it becomes brittle with age, is easily damaged even when carrying out maintenance. In fact, the Industrial Estates Management Corporation, which probably has more experience of factory development than any other agency in the country, has found that it is cheaper to use steel when maintenance and performance over a longer period are considered.
Roof-mounted equipment such as cooling towers are often required in factories and the large openings and supports necessary are most easily accommodated by a flat metal roof.
Of the three basic roof types appropriate to the concept: castellated beams and perforated cold formed sections; lattice trusses; space trusses – the one chosen was a lattice truss configuration. This most easily meets requirements of free roof space providing the least obstructed passage for services. The Development Corporation claim that by closely controlling the material specification yet leaving the choice of design solution open enough to accommodate individual manufacturers’ preferences, cost is about 15 per cent lower than by following traditional design and tendering procedures.
Type 1
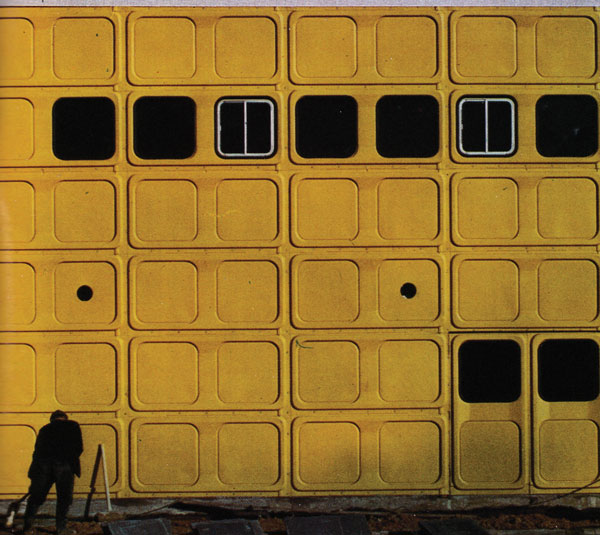
Using a common roofing system and standard bays for three different classifications of building means that variations can more easily be accommodated in the cladding systems without cost becoming prohibitive. Type 1 is suitable for factory units and consists of a series of very powerfully modelled tile elements. The panels are fixed to cladding rails and each other by plastic-capped self-tapping screws round a flat perimeter. All joints overlap with capillary breaks formed in the panels.
The system fully exploits the advantages of prefinished steel by eliminating finishing trades thus speeding erection and allowing subsequent operations on site. The panel measures 1m by 2m and creates, in effect, a module into which cladding, personnel doors and vehicle doors can be easily accommodated. Window openings can either be punched out on production or cut using a simple jigsaw on-site. Up-and-over vehicle doors which give a clear height of 5·0m and 4·0m width are faced with the same panel.
The design is a result of collaboration between Milton Keynes Development Corporation, Rubery Owen who produce the panel, Shotton Works and the Product Development Centre at Shotwick. The Stelvetite supplied by Shotton Works uses a special deep drawing grade of 20swg and the colour is standard Gold 2617. PDC recommended the best profile shape for good pressing characteristics and supervised press shop trials at Rubery Owen.
The panel requires two forming operations and is then trimmed and punched for fixing. When required, window openings are also punched out. Glass, 3mm thick, is fixed using Neoprene H gaskets, and where opening windows are required horizontal sliding aluminium frames are similarly fixed. Personnel doors are in pairs using panels vertically rather than horizontally.
Mild steel cladding rails, 127mm by 76mm are fixed to the edge beam and roof structure at 2.0m centres. T-pieces are fixed horizontally at 1.0m centres to support foil backed industrial grade plasterboard with a plastic inner face. All joints are sealed with mastic to form a continuous vapour barrier. Impregnated battens are shot-fired through the plasterboard to the cladding rails at 2.0m centres to act as cavity spacers. Patent and registered design applications are pending in respect of the panel. First application of this system is at Brickiln Farm employment area and consists of two facing multi-occupation buildings as shown in the photographs.
Type 2
Type 2 cladding is suitable for office buildings and warehouses and consists of prefabricated welded frames of hot-rolled sections bolted to the foundation and to the roof structure. Each frame measures 4.0m by 6.7m high, has two cross members and is made up of 127 by 76mm hot-rolled channels and tees. As erection proceeds, each frame is attached to its neighbour with bolts and the joint sealed with a two-part polysulphide mastic. Partly because they are accurately jig-welded in the factory and partly because of the design, each unit can accommodate misalignment of fixing-down bolts up to 20mm longitudinally and in height. Also the gap between them can vary from 2mm to 20mm.
Normally factory painted, these units create a powerful rectangular feel to the building. The cladding is also rectangular – echoing the shape of the frame – but the outline is softened by the use of a Neoprene gasket which seals the cladding within the crossmembers and uprights. Each cladding element measures 952mm by 2,035mm and there are four to each infill section. Jointing between the cladding is by means of PVC extrusions to match the panel facing. Panels can be removed and openings of any kind formed so that glazing or door openings can be of any area or size required within the frame limits. Full-height sliding vehicle doors can be made up from a standard cladding frame to give an opening 4.0m by 5.5m on the standard clear height. The cladding is produced by Bradley Laminates, London, and consists of a sandwich of polyurethane foam 25mm thick between two sheets of Stelvetite.
One of the buildings under construction includes a two-tier high version and will provide 40,000 sq ft of offices for a large computer firm, while another project uses the three-tier high version to provide large mezzanine areas.