Technical
NSC 25
February 19
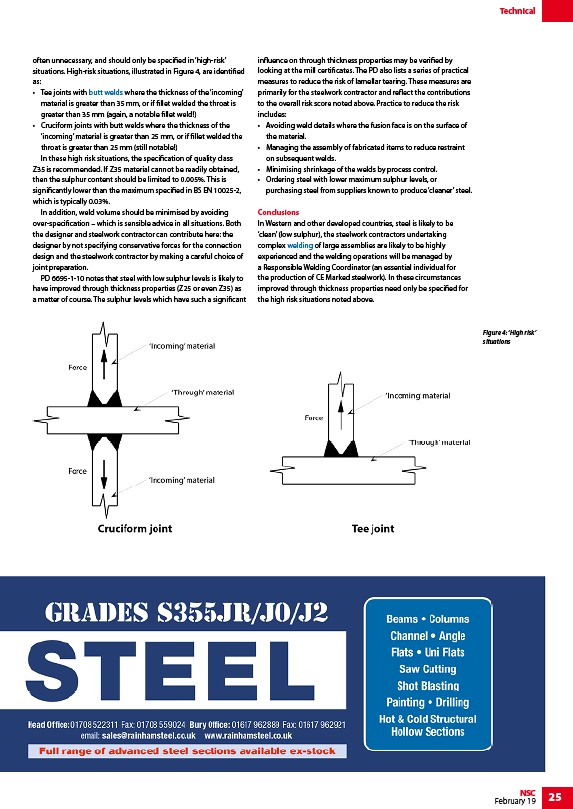
often unnecessary, and should only be specified in ‘high-risk’
situations. High-risk situations, illustrated in Figure 4, are identified
as:
• Tee joints with butt welds where the thickness of the ‘incoming’
material is greater than 35 mm, or if fillet welded the throat is
greater than 35 mm (again, a notable fillet weld!)
• Cruciform joints with butt welds where the thickness of the
‘incoming’ material is greater than 25 mm, or if fillet welded the
throat is greater than 25 mm (still notable!)
In these high risk situations, the specification of quality class
Z35 is recommended. If Z35 material cannot be readily obtained,
then the sulphur content should be limited to 0.005%. This is
significantly lower than the maximum specified in BS EN 10025-2,
which is typically 0.03%.
In addition, weld volume should be minimised by avoiding
over-specification – which is sensible advice in all situations. Both
the designer and steelwork contractor can contribute here: the
designer by not specifying conservative forces for the connection
design and the steelwork contractor by making a careful choice of
joint preparation.
PD 6695-1-10 notes that steel with low sulphur levels is likely to
have improved through thickness properties (Z25 or even Z35) as
a matter of course. The sulphur levels which have such a significant
influence on through thickness properties may be verified by
looking at the mill certificates. The PD also lists a series of practical
measures to reduce the risk of lamellar tearing. These measures are
primarily for the steelwork contractor and reflect the contributions
to the overall risk score noted above. Practice to reduce the risk
includes:
• Avoiding weld details where the fusion face is on the surface of
the material.
• Managing the assembly of fabricated items to reduce restraint
on subsequent welds.
• Minimising shrinkage of the welds by process control.
• Ordering steel with lower maximum sulphur levels, or
purchasing steel from suppliers known to produce ‘cleaner’ steel.
Conclusions
In Western and other developed countries, steel is likely to be
‘clean’ (low sulphur), the steelwork contractors undertaking
complex welding of large assemblies are likely to be highly
experienced and the welding operations will be managed by
a Responsible Welding Coordinator (an essential individual for
the production of CE Marked steelwork). In these circumstances
improved through thickness properties need only be specified for
the high risk situations noted above.
Figure 4: ‘High risk’
situations
/Welding#Butt_welds
/Welding
/www.rainhamsteel.co.uk
link