Technical
NSC 39
October 19
The flange splice plates are chosen to provide the same area
of metal as the flange with half the area on each side to balance
the force on each shear plane in a bolt. The splice arrangement
is shown in Figure 6. All bolts in the truss will be M30 grade 10.9
preloaded assemblies, category B.
The inside face of the plates in the node are arranged to line
through with the inside face of the element flanges. Externally,
shims are provided to reduce the difference in thickness to less
than 1 mm.
The bearing splice in the column member must be designed
for 25% of the maximum compression ie 2.7 MN. Dividing by the
double shear resistance gives 7.6 bolts and four bolts will be used
in each flange.
The tension connection for the continuation of the bottom
chord will be detailed in a similar way to the tension diagonal with
ten bolts in the flanges and six bolts in the web. The difference in
flange thickness in this part of the joint is 21 mm and is achieved
with two shims of 15 mm and 6 mm thickness.
The connection between the bottom chord and the node
plates is required to transfer 14.2 MN in tension. The node plates
will be butt welded to the bottom chord member. The force in the
web will be transferred by welds to the node plates; either fillet
welds or partial penetration butt welds can be used. This can be
achieved either by stripping both flanges off the member to allow
the web to project between the node plates or by butt welding
an extension plate to the web. Short web plates are required
between the node plates at each bolted connection to receive the
web force and transfer it into the node plates through fillet welds.
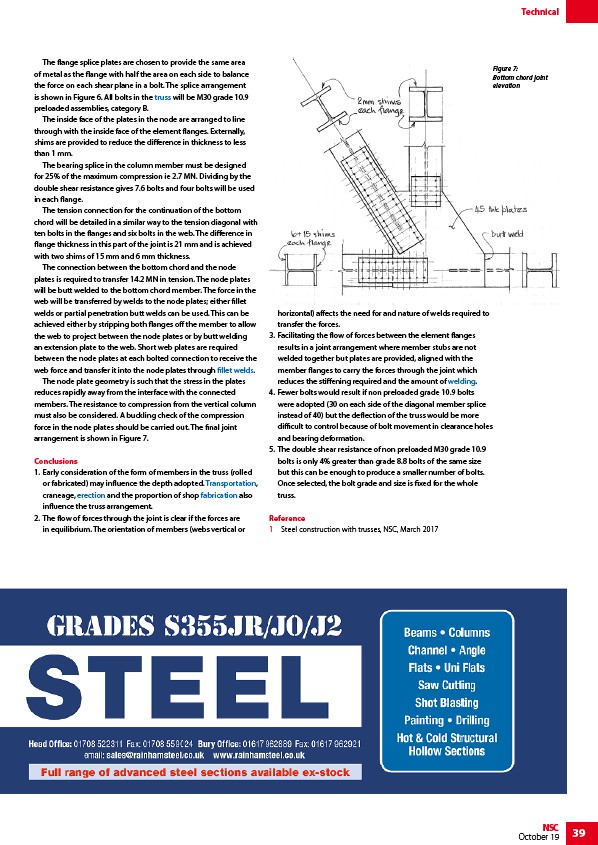
The node plate geometry is such that the stress in the plates
reduces rapidly away from the interface with the connected
members. The resistance to compression from the vertical column
must also be considered. A buckling check of the compression
force in the node plates should be carried out. The final joint
arrangement is shown in Figure 7.
Conclusions
1. Early consideration of the form of members in the truss (rolled
or fabricated) may influence the depth adopted. Transportation,
craneage, erection and the proportion of shop fabrication also
influence the truss arrangement.
2. The flow of forces through the joint is clear if the forces are
in equilibrium. The orientation of members (webs vertical or
horizontal) affects the need for and nature of welds required to
transfer the forces.
3. Facilitating the flow of forces between the element flanges
results in a joint arrangement where member stubs are not
welded together but plates are provided, aligned with the
member flanges to carry the forces through the joint which
reduces the stiffening required and the amount of welding.
4. Fewer bolts would result if non preloaded grade 10.9 bolts
were adopted (30 on each side of the diagonal member splice
instead of 40) but the deflection of the truss would be more
difficult to control because of bolt movement in clearance holes
and bearing deformation.
5. The double shear resistance of non preloaded M30 grade 10.9
bolts is only 4% greater than grade 8.8 bolts of the same size
but this can be enough to produce a smaller number of bolts.
Once selected, the bolt grade and size is fixed for the whole
truss.
Reference
1 Steel construction with trusses, NSC, March 2017
Figure 7:
Bottom chord joint
elevation
/Trusses
/Welding#Fillet_welds
/Fabrication#Handling_and_transportation
/Construction#Steel_erection
/Fabrication
/Welding
/www.rainhamsteel.co.uk
link